大曲是中国白酒糖化发酵与生香的核心功能菌剂,传统中高温大曲依赖自然接种,菌群复杂、批次稳定性差,易受环境杂菌与毒素污染,难以实现标准化生产。合成微生物群落为大曲可控化制备提供新思路,可精准组装功能菌株,在保障风味与酿造性能的同时,提升生产安全性与一致性。
2024 年12 月,四川轻化工大学生物工程学院Yujie Lu以第一作者的身份在国际期刊《Food Research International》(IF=8.0)发表题为“Generation of a synthetic autochthonous microbiota responsible for the essential flavors and brewing properties of Daqu” 的研究论文。研究通过理化指标检测、GC-MS 与电子鼻风味分析、高通量测序及 COG 功能预测,系统揭示了合成土著微生物群可成功制备清洁型中高温大曲,并明确其菌群结构、核心风味与酿造性能均达到传统大曲水平。该结果为大曲清洁化、可控化、安全化生产提供重要实验依据与理论支撑。
该研究主要结果如下:
1. 清洁型中高温大曲的制备工艺
研究建立了清洁型中高温大曲(XQ)的标准化制备工艺:通过筛选传统大曲核心功能菌株并制备成熟接种剂,对小麦进行二氧化氯消毒与无菌润粮处理,再经分段控温发酵(28–45℃培养12 d,补充接种剂后25–42℃培养23 d),干燥至水分<13% 并储存2个月,成功制备出批次稳定、无杂菌污染的清洁大曲。
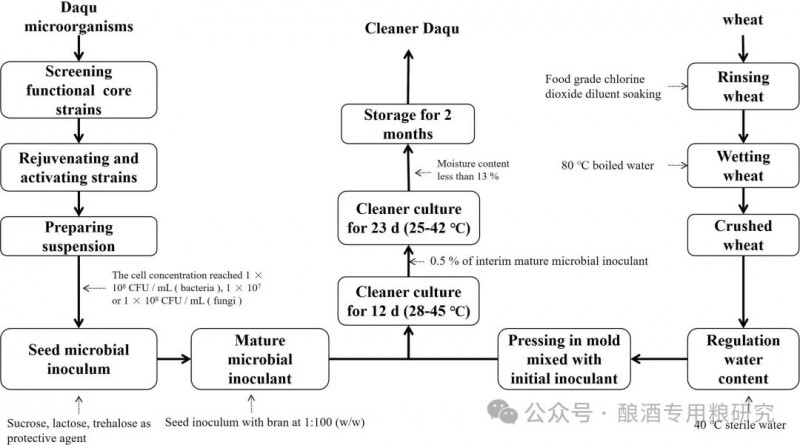
图1.清洁型中高温大曲(XQ)的制备工艺流程
2. XQ大曲发酵理化指标动态分析
发酵过程中,大曲温度先升后稳,第 10 天达约 40℃峰值后回落;水分由初始约 39% 持续降至第 12 天的约 16%。酸度于第 2 天快速升至峰值后回落,蛋白酶活整体波动上升,第 12 天达约 65 U/g。糖化力与液化力随发酵进程显著上升,第 8 天后趋于稳定,最终糖化力约 900 U、液化力约 2.3 U,关键酶活指标均符合优质大曲标准,发酵过程稳定可控。
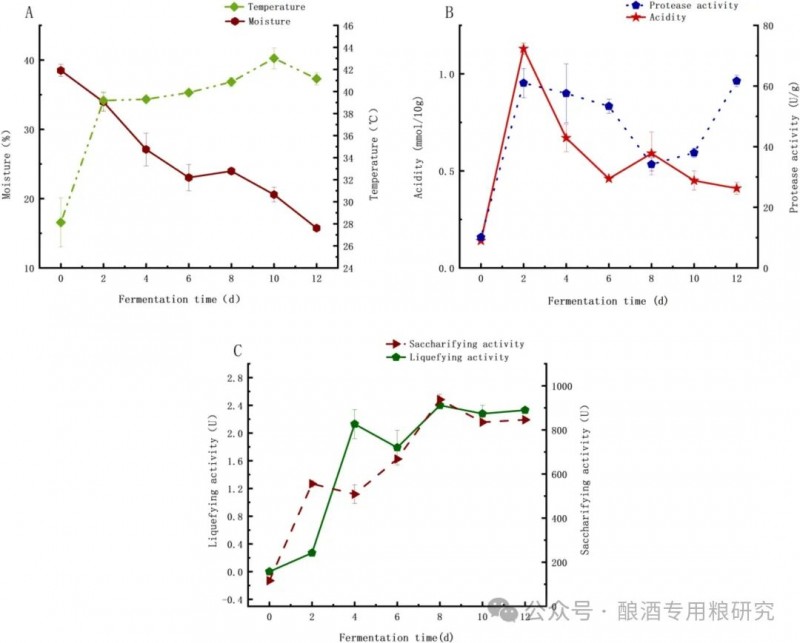
图2.XQ(清洁型中高温大曲)的理化指标
3. 清洁大曲与传统大曲的风味特征比较
清洁大曲(XQ)与传统大曲(CQ)的电子鼻雷达图谱轮廓高度重合,14个传感器的响应值整体差异较小,在 S4、S8、S14 等关键风味维度上表现一致,仅个别指标略有差异。结果表明,XQ 的整体风味特征与传统大曲高度相似,成功复刻了传统大曲的核心香气轮廓,证明合成菌群制备的清洁大曲在风味上可替代传统大曲,为其应用提供了风味层面的直接依据。
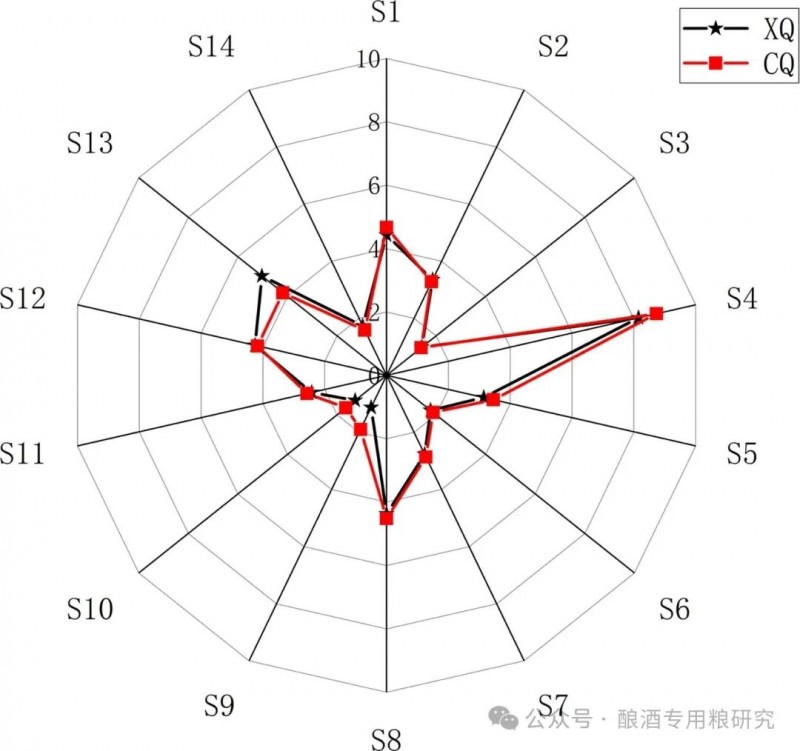
图3.两种大曲的电子鼻风味雷达图
4. 白酒陈化过程中香气化合物的氧依赖性变化
清洁大曲(XQ)与传统大曲(CQ)的微生物组成及功能预测结果显示:真菌群落中两者共享 25 个核心属,XQ 特有 4 个,CQ 特有 5 个;细菌群落共享 14 个核心属,XQ 特有 1 个,CQ 特有 42 个。物种组成上,XQ 的真菌以 Aspergillus、Wickerhamomyces 为主,细菌以 Enterobacter、Weissella 为主,菌群结构更简化可控;COG 功能预测表明,XQ 的碳水化合物转运与代谢功能显著富集,为其优良的糖化发酵性能提供了微生物学依据。
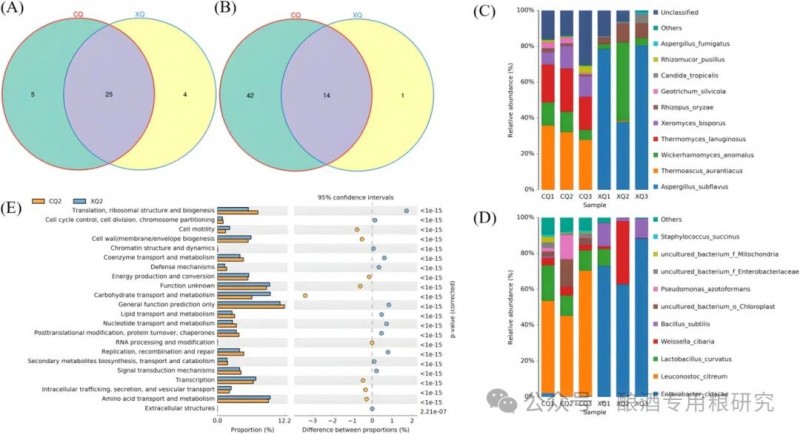
图4.清洁大曲(XQ)与传统大曲(CQ)的微生物群落分析。(A):真菌群落 Venn 图。(B):细菌群落 Venn 图。(C):真菌群落物种分布。(D):细菌群落物种分布。(E):大曲微生物 COG 功能统计分析。
总结
本研究以传统中高温大曲的核心功能菌株为基础,构建了合成土著微生物群,建立了清洁型中高温大曲(XQ)的标准化制备工艺。结果表明,通过分段控温发酵与二次接种,成功制备出理化指标(水分、酸度、酶活)符合优质大曲标准的清洁大曲;其风味轮廓与传统大曲(CQ)高度一致,且菌群结构更简化可控,碳水化合物转运与代谢功能显著富集,批次稳定性大幅提升。该工艺解决了传统大曲依赖自然接种、易受污染的问题,为白酒大曲的清洁化、可控化、标准化生产提供了重要的技术支撑与理论依据。
来源:酿酒专用粮研究
原文链接:https://mp.weixin.qq.com/s/HzvCvmAZX2R9aY4M_emaug


